Kontaktujte nás
Ohýbání
Ohýbání uzavřených profilů za studena
Naší stěžejní technologií a výrobním programem je ohýbání uzavřených profilů za studena. Tento způsob tváření je velice progresivní metodou zhotovení výrobků z trubek, plochooválů, čtyřhranných uzavřených profilů, tyčí a to kruhového, čtvercového nebo obdélníkového průřezu. V součastné době disponujeme třemi hydraulickými ohýbacími stroji. Jejich základní parametry jsou uvedeny v tabulce.
Technické parametry, hodnoty jsou vždy uvedeny v milimetrech.
| Stroj č. 1 | Stroj č. 2 | Stroj č. 3 | |
|---|---|---|---|
| Max. pr. trubky | 42 | 30 | 80 |
| Max. profil | 30x30 | 25x25 | 50x50 |
| Max. rádius | 125 | 125 | 550 |
| Min. rádius | 25 | 4 | 35 |
Popis
Princip ohýbání není složitou záležitostí. Materiál je pevně upnut v upínacích čelistech a je navíjen na matrici, která se otáčí kolem své osy. Trn zabraňuje zborcení stěny profilu, (viz.nastroje).
Základní rozdělení dle typu materiálu
- trubky s rádiusem ohybu nad 1,5 – 2 D průměru trubky a nad 1,5 – 2 mm T stěny
- trubky s rádiusem ohybu pod 1,5 – 2 D průměru trubky a pod 1,5 – 2 mm T stěny
- čtyřhranné profily, plochoovály
Ohýbání
- nad 1,5 – 2 D
Jedná se o běžné ohýbání. Zhotovení ohybů s rádiusem větším jak 1.5 – 2 násobek průměru trubky a tloušťkou stěny nad 2 mm většinou nebývá velkým problémem. Nástroje jsou standardní (viz. nástroje). Limitujícím faktorem jsou pouze výrobní možnosti stroje.
- pod 1,5 – 2 D
U ohybů s rádiusem menším jak 1.5 – 2 násobek průměru trubky a tloušťkou stěny pod 2 mm je situace zcela jiná. Je třeba použít sadu speciálních nástrojů, které zabezpečí kvalitní provedení ohybu. Zejména u tenkostěnných materiálu je třeba provést praktické zkoušky.
- čtyřhranné profily, plochoovály
Tyto profily již svojí stavbou nejsou tak náročné na nežádoucí deformace v ohybech. V ohybu se téměř vždy začnou propadat vertikální stojiny profilu . Tomuto se dá zabránit vhodným nastavením a tvarem trnu. U ohybů větších než je 45 stupňů je třeba z důvodů vyjmutí materiálu po uhnutí vyrobit půlené ohýbací hlavy.
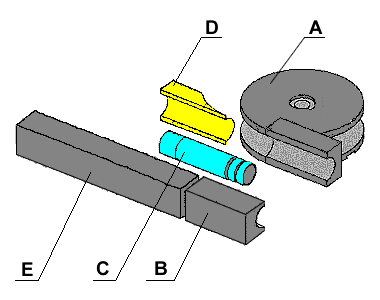
Nástroje
Pro každý rádius ohybu a průměr trubky je třeba vyrobit odpovídající sadu nástrojů. Z tohoto důvodu není tato technologie vhodná pro kusovou výrobu. Pro ohýbání materiálů nad 1,5-2 D dostačuje základní sada nářadí. U tenkostěnných materiálů pod 1,5-2 D již musíme použít rozšířenou sadu nástrojů. Většinu nástrojů jsme schopni vyrobit ve vlastní režii, zejména se jedná o ohýbací hlavy a jednoduché trny. U složitějších nástrojů spolupracujeme s firmou OMNI-X. www.omni-x.cz
| Nářadí pro ohýbání uzavřených profilů | |
|---|---|
| Základní sada | Rozšířená sada |
| A - ohýbací hlava | A - ohýbací hlava |
| B - upínací čelist | B - upínací čelist |
| C - trn | C - kuličkový trn |
| D - vyhlazovač | |
| E - opěrné čelisti | |
Materiály
Konstrukční oceli - nejvhodnější pro ohýbání jsou materiály tažené za tepla a následně vyžíhané. Největší skupinou jsou materiály svařované, které jsou právě z důvodů svaru méně vhodné, avšak při dostatečné síle stěny a větších rádiusech ohybů také vhodné.
Nerezové oceli - je zapotřebí mnohem větších sil, zvýšené nároky na tuhost nástrojů a celé soustavy stroje
Hliník - pro ohýbání je vhodný zejména měkký hliník, nevýhodou je namazávání na třecí hrany nástrojů
Měď - pro ohýbání je vhodná, nutnost žíhání

- Tr. pr.42x1,5 - železná tažená přesná
- čtyhranný profil 30x25x2 - svařovaný
- čtyhranný profil 20x20x1,5 - svařovaný
- Tr. pr. 25x2 - AlMgSi 0,5
- Tr. pr. 24x1,5 - železná tažená přesná
Seznam ohýbacích hlav
V těchto tabulkách najdete přehledný seznam ohýbacích hlav které vlastníme. V první tabulce jsou uvedeny nástroje pro ohýbání trubek, v druhé tabulce jsou uvedeny nástroje pro ohýbání čtyřhranných profilů. Rádius ohybu je vždy měřen od středu ohybu po osu ohýbaného materiálu.
| Trubka průměr [mm] | Rádius ohybu [mm] |
|---|---|
| 6 | 4,8 |
| 10 | 20 |
| 10 | 25 |
| 12 | 20 |
| 12 | 25 |
| 12 | 38 |
| 15 | 40 |
| 16 | 43 |
| 16 | 50 |
| 18 | 40 |
| 18 | 50 |
| 20 | 30 |
| 20 | 38 |
| 20 | 45 |
| 20 | 50 |
| 22 | 50 |
| 22 | 60 |
| 22 | 85 |
| G1/2 | 30 |
| G1/2 | 35 |
| 24 | 50 |
| 24 | 150 |
| 24 | 287,5 |
| 25 | 31 |
| 25 | 50 |
| 25 | 54 |
| 25 | 62,5 |
| 25 | 65 |
| 25 | 70 |
| 25 | 80 |
| 25 | 87,5 |
| 25 | 100 |
| 26 | 62,5 |
| 28 | 64 |
| 28 | 100 |
| 30 | 65 |
| 32 | 51 |
| 32 | 80 |
| 32 | 100 |
| 32 | 125 |
| G1 | 68 |
| G 5/4 | 120 |
| 35 | 69 |
| 35 | 80 |
| 35 | 90 |
| 35 | 120 |
| 35 | 206 |
| 38 | 74 |
| 38 | 150 |
| 40 | 99 |
| 40 | 120 |
| 40 | 150 |
| 42 | 100 |
| 42 | 315 |
| 48 | 120 |
| 48 | 317,5 |
| 50,8 | 114 |
| 60 | 100 |
| 72 | 135 |
| Profil a x b [mm] | Rádius ohybu [mm] |
|---|---|
| 3 x 10 | 55 |
| 15 x 15 | 57,5 |
| 20 x 20 | 52,5 |
| 20 x 20 | 58 |
| 20 x 20 | 60 |
| 20 x 20 | 80 |
| 30 x 25 | 120 |
| 25 x 25 | 125 |
| 40 x 20 | 82,5 |
| 40 x40 | 150 |
| 40 x 40 | 180 |
| OVAL 60 x 30 x 2 | 300 |
Produkty a služby



Nábytek
kvalita provedení i povrchové úpravy práškovými vypalovacími laky zvyšují odolnost a trvanlivost výrobku

Kontaktujte nás
fakturační adresa:
Krásného 49
636 00 Brno